

Le marquage routier garantit la sécurité, guide la circulation et régule efficacement le mouvement des véhicules. Parmi les différentes technologies utilisées pour l’application de ces marquages, les machines de marquage routier thermoplastique se distinguent par leur durabilité, leur réflectivité et leur séchage rapide.
Nous proposons une explication détaillée, étape par étape, du fonctionnement de ces machines — de la préparation du matériau à l’application —, offrant ainsi des informations utiles aux ingénieurs, aux entrepreneurs et aux planificateurs d’infrastructures.
Comprendre le marquage routier thermoplastique
Les marquages thermoplastiques sont composés de résine synthétique, de pigments, de billes de verre et de charges. Lorsqu’il est chauffé à environ 180 °C–200 °C (356 °F–392 °F), le matériau fond pour prendre une forme liquide adaptée à l’application. En refroidissant, il forme une ligne durable, réfléchissante et résistante à l’usure.
Ces marquages sont utilisés dans les zones à forte circulation, telles que les autoroutes, les intersections, les passages piétons et les pistes d’aéroport, où la longévité et la visibilité sont essentielles. La machine de marquage routier thermoplastique est l’élément central de ce processus ; elle est conçue pour chauffer, appliquer et garantir le placement précis du matériau fondu sur la chaussée.
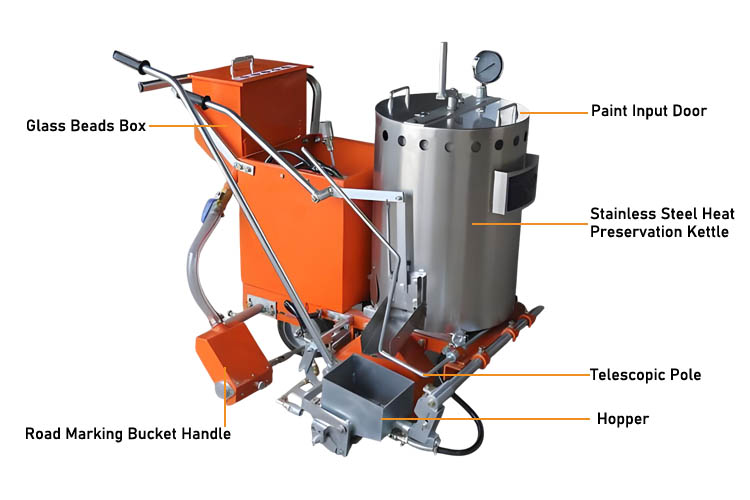
Composants d’une machine de marquage routier thermoplastique
Avant de démarrer le processus, il est essentiel de comprendre les principaux composants de la machine. Chaque composant contribue à la précision de l’application, à l’uniformité du matériau et à l’efficacité du fonctionnement.
- Cuve de fusion (préchauffeur) : chauffe les matériaux thermoplastiques jusqu’à ce qu’ils atteignent l’état liquide avant l’application. Généralement à double paroi pour une isolation thermique efficace.
- Brûleur au diesel ou au GPL : fournit la chaleur nécessaire pour faire fondre le composé thermoplastique de manière homogène.
- Règle / Extrudeuse / Applicateur par pulvérisation : contrôle la manière dont le thermoplastique fondu est appliqué — par extrusion, par règle ou par pulvérisation.
- Distributeur de billes de verre : applique des billes de verre réfléchissantes immédiatement après le marquage pour améliorer la visibilité nocturne.
- Système de contrôle thermostatique : maintient une température constante pour éviter que le matériau ne brûle ou ne soit insuffisamment chauffé.
- Agitateur / dispositif de mélange : maintient le thermoplastique fondu uniformément mélangé pour éviter la formation de grumeaux.
- Sabot de marquage ou tête de marquage : Détermine la largeur et les bords de la ligne conformément aux spécifications de marquage.
- Roues et système de guidage : assurent un déplacement droit, précis et stable le long du tracé de marquage désigné.
Étape 1 : Préparation du matériau
Le matériau thermoplastique est généralement fourni sous forme de bloc solide ou de granulés. Avant de le charger dans la machine de marquage, les opérateurs doivent s’assurer que le matériau est conforme aux spécifications, c’est-à-dire exempt d’humidité et de débris.
Procédure :
- Vérifier la formulation — Vérifier les proportions de résine, de pigment et de billes de verre conformément aux spécifications du projet.
- Charger dans le réservoir du préchauffeur — Le préchauffeur (ou cuve de fusion) utilise un brûleur au GPL ou au diesel pour chauffer le matériau à une température comprise entre 180 °C et 200 °C.
- Remuer en continu — L’agitateur assure une fusion uniforme et empêche la brûlure.
- Surveiller la température — Une surchauffe peut altérer la couleur et réduire la force d’adhérence.
Remarque : L’étape de préchauffage dure généralement entre 40 et 60 minutes, en fonction de la taille du lot et de la température ambiante.
Étape 2 : Préparation de la surface
Une surface propre et sèche est essentielle pour une adhérence solide. Avant d’appliquer les marquages thermoplastiques, la surface de la route est inspectée et préparée.
Étapes :
- Nettoyez la surface à l’aide de souffleurs d’air, de brosses ou de systèmes d’aspiration pour éliminer la poussière, l’huile et les particules libres.
- Séchez complètement la zone, en particulier après la pluie, car l’humidité nuit à l’adhérence.
- Appliquez un apprêt si nécessaire, en particulier sur les routes en béton, pour améliorer l’adhérence.
- L’apprêt est généralement un liquide à séchage rapide appliqué au pinceau ou au pistolet 10 à 15 minutes avant le marquage.
Étape 3 : Configuration et étalonnage de la machine
Une fois la chaussée et le matériau prêts, la machine de marquage doit être configurée selon les spécifications du projet.
- Réglage de la largeur et de l’épaisseur de la ligne : réglez le sabot de marquage ou la tête de marquage à la largeur de ligne souhaitée (généralement 100 mm à 150 mm).
- Vérification des commandes de température : assurez-vous que le matériau dans la cuve et la tête d’application se trouvent tous deux dans la plage de température cible.
- Calibrer le distributeur de billes de verre : régler le débit de billes en fonction des exigences du projet — généralement 200 à 400 g/m².
- Tracer les lignes de guidage : les géomètres ou les opérateurs tracent des lignes à la craie ou des repères laser pour l’alignement.
L’étalonnage garantit une épaisseur uniforme, des bords nets et une réflectivité adéquate.
Étape 4 : Transfert du matériau vers la machine de marquage
Après la fusion et l’homogénéisation dans le préchauffeur, le thermoplastique fondu est transféré vers la trémie d’application plus petite de la machine de marquage routier. Cette étape nécessite de la prudence afin de maintenir une température constante et d’éviter la formation de poches d’air.
Processus de transfert type :
- Le matériau préchauffé est versé à travers un tamis filtrant pour éliminer les grumeaux.
- Remplissez la trémie jusqu’au niveau de matériau souhaité.
- L’agitateur interne de la trémie continue de remuer le matériau pendant l’application.
Contrôle de la température : La température du matériau doit rester comprise entre 180 °C et 200 °C dans la trémie afin de garantir un écoulement régulier à travers la patte de marquage.
Étape 5 : Application sur la chaussée
Il s’agit de l’étape opérationnelle principale au cours de laquelle le thermoplastique fondu est déposé sous forme de marquages. Il existe trois méthodes d’application principales en fonction du type de machine :
| Méthode d’application | Description | Avantages | Utilisations courantes |
| Type à coulée | Le matériau s’écoule par gravité à travers un sabot métallique, formant une ligne surélevée. | Simple, peu d’entretien. | Lignes de couloir, lignes de bordure. |
| Type à extrusion | Le matériau est expulsé par une vis ou un piston à travers une filière. | Épaisseur constante, bords nets. | Passages piétons, flèches, symboles. |
| Type par pulvérisation | Le matériau est atomisé et pulvérisé sur la surface. | Convient aux marquages complexes ou aux surfaces irrégulières. | Marquages courbes ou temporaires. |
Séquence opérationnelle :
- Positionner la machine au point de départ de la ligne de guidage.
- Commencez à déverser le matériau fondu par le sabot ou la matrice de marquage.
- Faites avancer la machine de manière régulière à une vitesse d’environ 1 à 1,5 km/h.
- Le marquage est appliqué avec précision selon la largeur et l’épaisseur prédéfinies (généralement 1,5 à 3 mm).
L’opérateur de la machine de marquage doit maintenir une vitesse constante et un alignement précis de la ligne pour obtenir un revêtement régulier et une épaisseur uniforme.
Étape 6 : Application des billes de verre
Immédiatement après l’application du thermoplastique fondu, des billes de verre sont pulvérisées sur la surface à l’aide d’un distributeur de billes intégré à la machine de marquage.
Rôle des billes de verre :
- Rétroréflectivité : les billes réfléchissent les phares la nuit pour une meilleure visibilité.
- Durabilité : les billes incrustées protègent le marquage de l’usure.
- Sécurité : garantit la visibilité par temps humide et dans l’obscurité.
Paramètres clés :
- Taille des billes : varie généralement entre 100 et 600 microns.
- Débit d’application : 200 à 400 g/m² selon les spécifications.
- Synchronisation : les billes doivent être déposées dans la seconde qui suit l’application, tant que le thermoplastique est encore en fusion.
Si les billes sont ajoutées trop tôt, elles coulent ; si elles sont ajoutées trop tard, elles ne s’incrustent pas. Une synchronisation adéquate entre le marquage et l’application des billes garantit des performances optimales.
Étape 7 : Refroidissement et durcissement
Après l’application, la ligne thermoplastique commence à refroidir et à se solidifier en 2 à 5 minutes. La vitesse de refroidissement dépend de la température ambiante, de l’humidité et de l’épaisseur de la couche.
Méthodes de refroidissement :
- Refroidissement naturel : Convient aux routes de petite taille ou à faible trafic.
- Refroidissement par air pulsé : certaines machines utilisent des ventilateurs intégrés pour accélérer le séchage sur les routes à fort trafic.
Une fois refroidi, le thermoplastique durcit pour former un revêtement résistant et réfléchissant qui adhère fermement à la surface de la route. Les véhicules peuvent généralement rouler dessus après 5 à 10 minutes.
Étape 8 : Contrôle qualité
Le contrôle qualité garantit que les marquages respectent les normes requises en matière de dimensions, de réflectivité et d’adhérence.
Les contrôles courants comprennent :
- Largeur et épaisseur des lignes : mesurées à l’aide de jauges ou de gabarits.
- Rétroréflectivité : testée à l’aide de rétroréflectomètres pour mesurer la luminance (mcd/m²/lux).
- Résistance d’adhérence : vérifiée par des tests d’adhérence entre le marquage et la chaussée.
- Couleur et brillance : confirmées visuellement ou par spectrophotomètre.
Les zones défectueuses ou irrégulières sont réchauffées et corrigées manuellement à l’aide d’un petit applicateur manuel.

Entretien et nettoyage
Pour préserver l’efficacité et la longévité de la machine de marquage :
- Nettoyez quotidiennement la trémie et les patins après utilisation pour éviter l’accumulation de résidus.
- Lubrifiez régulièrement les pièces mobiles.
- Inspectez les brûleurs, les thermostats et les tuyaux pour garantir un chauffage constant.
- Remplacez rapidement les patins ou les matrices endommagés pour éviter les lignes irrégulières.
Un entretien régulier prolonge la durée de vie de la machine et garantit des marquages routiers durables et de haute qualité.
Considérations de sécurité
Le marquage routier thermoplastique implique une chaleur intense, ce qui exige des opérateurs qu’ils respectent des protocoles de sécurité stricts.
Mesures de sécurité essentielles :
- Portez des gants, des bottes et des lunettes de protection résistants à la chaleur.
- Évitez de trop remplir le préchauffeur pour prévenir tout débordement.
- Restez à distance des brûleurs et des flammes nues.
- Assurez une bonne ventilation pour éviter l’inhalation de fumées.
- Garder des extincteurs à proximité du chantier.
La formation des opérateurs à la sécurité et à la manipulation des machines réduit les accidents et garantit des performances constantes.
Progrès technologiques modernes
Les machines modernes de marquage routier thermoplastique intègrent désormais des fonctionnalités avancées pour améliorer la précision, la vitesse et la sécurité :
- Systèmes d’alignement guidés par GPS pour un positionnement parfait des lignes.
- Contrôle automatique de la température à l’aide de capteurs numériques.
- Des systèmes d’entraînement hydrauliques pour un fonctionnement plus fluide et plus rapide.
- Des pointeurs laser pour un traçage précis des lignes.
- Des brûleurs écologiques pour réduire les émissions au minimum.
Ces innovations améliorent l’efficacité et réduisent les erreurs de l’opérateur.
Problèmes courants et dépannage
Même avec une technologie de pointe, les opérateurs peuvent rencontrer des problèmes pendant le fonctionnement. Vous trouverez ci-dessous les problèmes courants et leurs solutions pratiques.
| Problème | Cause possible | Solution |
| Épaisseur de ligne inégale | Température ou vitesse irrégulière | Maintenez une température constante et un rythme régulier. |
| Mauvaise adhérence | Surface humide ou poussiéreuse | Assurez-vous que la surface est parfaitement propre et sèche avant de procéder au marquage. |
| Perles de verre qui n’adhèrent pas | Perles appliquées trop tard ou trop tôt | Synchronisez le timing du distributeur de billes. |
| Thermoplastique brûlé | Surchauffe dans la cuve | Vérifiez les thermostats et réduisez l’intensité du brûleur. |
| Bords rugueux ou irréguliers | Sabot de marquage endommagé | Remplacer ou réparer le sabot immédiatement. |
La formation et la maintenance permettent de réduire les temps d’arrêt et d’assurer un fonctionnement sans heurts.
Avantages environnementaux et de performance
Les marquages thermoplastiques offrent des performances durables, écologiques et économiques.
Principaux avantages :
- Longue durée de vie : dure généralement 3 à 5 fois plus longtemps que la peinture à base de solvant.
- Séchage rapide : les routes sont rapidement rouvertes, ce qui réduit efficacement les retards de circulation globaux.
- Réflectivité : Maintient la visibilité nocturne pendant des années.
- Respect de l’environnement : utilise des liants non volatils avec des émissions de COV minimales.
Ces propriétés font des marquages thermoplastiques la norme mondiale en matière de délimitation routière permanente.
Les machines de marquage routier thermoplastique sont des systèmes sophistiqués qui combinent chaleur, pression et précision pour produire des marquages routiers réfléchissants et durables. Comprendre leur fonctionnement étape par étape — de la fusion du matériau à l’application des billes et au refroidissement — aide les opérateurs à améliorer l’efficacité, la sécurité et le contrôle qualité.
À mesure que les réseaux de transport s’étendent et que la densité du trafic urbain augmente, les machines de marquage thermoplastique continueront de jouer un rôle essentiel pour garantir des routes plus sûres, plus visibles et plus durables dans le monde entier.


