

Las marcas viales garantizan la seguridad, guían el flujo del tráfico y regulan el movimiento de los vehículos de forma eficaz. Entre las diversas tecnologías utilizadas para aplicar estas marcas, las máquinas de señalización vial termoplástica destacan por su durabilidad, reflectividad y rápido secado.
Ofrecemos una explicación detallada y paso a paso del funcionamiento de estas máquinas —desde la preparación del material hasta su aplicación— que proporciona información útil para ingenieros, contratistas y planificadores de infraestructuras.
Comprender la señalización vial termoplástica
Las marcas termoplásticas están compuestas por resina sintética, pigmentos, perlas de vidrio y rellenos. Cuando se calienta a unos 180 °C–200 °C (356 °F–392 °F), el material se funde hasta adoptar una forma líquida adecuada para su aplicación. Al enfriarse, forma una línea duradera, reflectante y resistente al desgaste.
Estas marcas se utilizan en zonas de alto tráfico, como autopistas, cruces, pasos de peatones y pistas de aeropuertos, donde la durabilidad y la visibilidad son esenciales. La máquina de señalización vial termoplástica es el equipo fundamental en este proceso, diseñada para calentar, aplicar y garantizar la colocación precisa del material fundido sobre la superficie de la carretera.
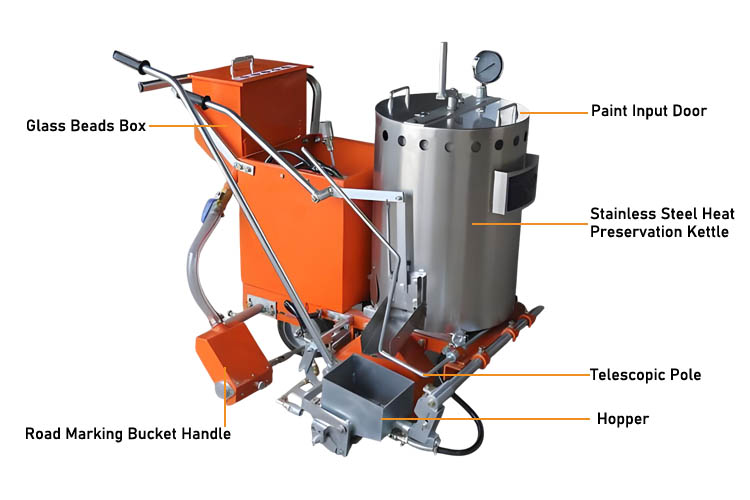
Componentes de la máquina de señalización vial termoplástica
Antes de iniciar el proceso, es esencial comprender los componentes principales de la máquina. Cada componente contribuye a una aplicación precisa, a la consistencia del material y a un funcionamiento eficiente.
- Depósito de fusión (precalentador): Calienta los materiales termoplásticos hasta un estado líquido antes de su aplicación. Normalmente de doble capa para un aislamiento térmico eficaz.
- Quemador de gasóleo o GLP: Proporciona el calor necesario para fundir el compuesto termoplástico de manera uniforme.
- Aplicador de enrasado/extrusión/pulverización: controla cómo se aplica el termoplástico fundido, ya sea mediante extrusión, enrasado o pulverización.
- Dispensador de perlas de vidrio: Aplica perlas de vidrio reflectantes inmediatamente después del marcado para mejorar la visibilidad nocturna.
- Sistema de control termostático: Mantiene una temperatura constante para evitar que el material se queme o se caliente insuficientemente.
- Agitador / dispositivo de mezcla: Mantiene el termoplástico fundido mezclado de manera uniforme para evitar la formación de grumos.
- Zapata de marcado o cabezal de troquel: Da forma al ancho y los bordes de la línea según las especificaciones de marcado.
- Ruedas y sistema de guía: Garantizan un movimiento recto, preciso y estable a lo largo de la trayectoria de marcado designada.
Paso 1: Preparación del material
El material termoplástico se suministra normalmente en forma de bloque sólido o granulado. Antes de cargarlo en la máquina de marcado, los operarios deben asegurarse de que el material cumple las especificaciones, es decir, que está libre de humedad y residuos.
Procedimiento:
- Comprobar la formulación: verificar las proporciones de resina, pigmento y perlas de vidrio según las especificaciones del proyecto.
- Cargar en el tanque del precalentador: el precalentador (o caldero de fusión) utiliza un quemador de GLP o diésel para calentar el material a 180 °C–200 °C.
- Remover continuamente: el agitador garantiza una fusión uniforme y evita que se queme.
- Controle la temperatura: el sobrecalentamiento puede degradar el color y reducir la fuerza de adhesión.
Nota: La fase de precalentamiento suele durar entre 40 y 60 minutos, dependiendo del tamaño del lote y de la temperatura ambiente.
Paso 2: Preparación de la superficie
Una superficie limpia y seca es fundamental para una adhesión fuerte. Antes de aplicar las marcas termoplásticas, se inspecciona y prepara la superficie de la carretera.
Pasos:
- Limpie la superficie con sopladores de aire, cepillos o sistemas de aspiración para eliminar el polvo, el aceite y las partículas sueltas.
- Seque completamente la zona, especialmente después de la lluvia, ya que la humedad provoca una mala adherencia.
- Aplique una imprimación si es necesario —especialmente en carreteras de hormigón— para mejorar la adherencia.
- La imprimación suele ser un líquido de secado rápido que se aplica con brocha o pulverizador entre 10 y 15 minutos antes de la señalización.
Paso 3: Configuración y calibración de la máquina
Una vez que la carretera y el material estén listos, la máquina de señalización debe configurarse según las especificaciones del proyecto.
- Ajuste el ancho y el grosor de la línea: ajuste la zapata de marcado o el cabezal de troquel al ancho de línea deseado (normalmente entre 100 mm y 150 mm).
- Comprobación de los controles de temperatura: Asegúrese de que tanto el material del depósito como el cabezal de aplicación se encuentren dentro del rango de temperatura objetivo.
- Calibre el dispensador de perlas de vidrio: ajuste el caudal de perlas según los requisitos del proyecto, normalmente entre 200 y 400 g/m².
- Marcar las líneas guía: Los topógrafos u operadores marcan líneas de tiza o guías láser para la alineación.
La calibración garantiza un espesor uniforme, bordes nítidos y una reflectividad adecuada.
Paso 4: Trasvase del material a la máquina de señalización
Tras la fusión y homogeneización en el precalentador, el termoplástico fundido se transfiere a la tolva de aplicación más pequeña de la máquina de señalización vial. Este paso requiere precaución para mantener una temperatura constante y evitar el atrapamiento de aire.
Proceso de transferencia típico:
- El material precalentado se vierte a través de un tamiz para eliminar grumos.
- Llene la tolva hasta el nivel de material deseado.
- El agitador interno de la tolva sigue removiendo el material durante la aplicación.
Control de la temperatura: El material debe mantenerse entre 180 °C y 200 °C en la tolva para garantizar un flujo fluido a través de la zapata de marcado.
Paso 5: Aplicación en la carretera
Este es el paso operativo fundamental en el que el termoplástico fundido se aplica para crear las marcas. Existen tres métodos de aplicación principales, dependiendo del tipo de máquina:
| Método de aplicación | Descripción | Ventajas | Usos habituales |
| Tipo de solera | El material fluye por gravedad a través de una zapata metálica, formando una línea elevada. | Sencillo y de bajo mantenimiento. | Líneas de carril, líneas de borde. |
| Tipo de extrusión | El material es expulsado por un tornillo o un pistón a través de una matriz. | Espesor uniforme, bordes nítidos. | Pasos de peatones, flechas, símbolos. |
| Tipo de pulverización | El material se atomiza y se pulveriza sobre la superficie. | Adecuado para marcas complejas o superficies irregulares. | Marcas curvas o temporales. |
Secuencia de trabajo:
- Coloque la máquina en el punto de inicio de la línea guía.
- Comience a liberar el material fundido a través de la zapata de marcado o la matriz.
- Avance la máquina de forma constante a una velocidad de entre 1 y 1,5 km/h.
- La marca se aplica con precisión según el ancho y el espesor predefinidos (normalmente entre 1,5 y 3 mm).
El operador de la máquina de marcado debe mantener una velocidad constante y la alineación de la línea para conseguir un recubrimiento uniforme y un espesor homogéneo.
Paso 6: Aplicación de perlas de vidrio
Inmediatamente después de aplicar el termoplástico fundido, se pulverizan perlas de vidrio sobre la superficie utilizando un dispensador de perlas integrado en la máquina de marcado.
Finalidad de las perlas de vidrio:
- Retrorreflectividad: las perlas reflejan los faros por la noche para mejorar la visibilidad.
- Durabilidad: Las perlas incrustadas protegen la señalización del desgaste.
- Seguridad: garantiza la visibilidad en condiciones de humedad y oscuridad.
Parámetros clave:
- Tamaño de las perlas: suele oscilar entre 100 y 600 micras.
- Cantidad de aplicación: 200-400 g/m², dependiendo de las especificaciones.
- Tiempo: Las perlas deben depositarse en el plazo de 1 segundo tras la aplicación, mientras el termoplástico aún está fundido.
Si las perlas se añaden demasiado pronto, se hunden; si se añaden demasiado tarde, no se incrustan. Una sincronización adecuada entre el marcado y la aplicación de las perlas garantiza un rendimiento óptimo.
Paso 7: Enfriamiento y endurecimiento
Tras la aplicación, la línea de termoplástico comienza a enfriarse y solidificarse en un plazo de 2 a 5 minutos. La velocidad de enfriamiento depende de la temperatura ambiente, la humedad y el espesor de la capa.
Métodos de enfriamiento:
- Enfriamiento natural: adecuado para carreteras de pequeña escala o con poco tráfico.
- Enfriamiento por aire forzado: algunas máquinas utilizan ventiladores integrados para acelerar el secado en carreteras de mucho tráfico.
Una vez enfriado, el termoplástico se endurece formando un revestimiento resistente y reflectante que se adhiere firmemente a la superficie de la carretera. Los vehículos suelen poder circular por encima al cabo de 5-10 minutos.
Paso 8: Inspección de calidad
El control de calidad garantiza que las marcas cumplan con las dimensiones, la reflectividad y los estándares de adherencia requeridos.
Las comprobaciones habituales incluyen:
- Ancho y espesor de la línea: se miden con calibres o plantillas.
- Retrorreflectividad: se comprueba mediante retrorreflectómetros para medir la luminancia (mcd/m²/lux).
- Resistencia de la unión: garantizada mediante pruebas de adhesión entre la señalización y el pavimento.
- Color y brillo: se comprueban visualmente o mediante espectrofotómetro.
Las zonas defectuosas o irregulares se recalientan y se corrigen manualmente con un pequeño aplicador manual.

Mantenimiento y limpieza
Para mantener la eficiencia y la longevidad de la máquina de señalización:
- Limpie la tolva y las zapatas a diario después de su uso para evitar la acumulación de residuos.
- Lubrique las piezas móviles con regularidad.
- Inspeccione los quemadores, los termostatos y las mangueras para garantizar un calentamiento uniforme.
- Sustituya inmediatamente las zapatas o los troqueles dañados para evitar líneas irregulares.
El mantenimiento regular prolonga la vida útil de la máquina y garantiza unas marcas viales duraderas y de alta calidad.
Consideraciones de seguridad
La señalización vial termoplástica implica altas temperaturas, por lo que los operarios deben seguir estrictos protocolos de seguridad.
Medidas de seguridad clave:
- Utilice guantes, botas y gafas de protección resistentes al calor.
- Evite llenar en exceso el precalentador para evitar desbordamientos.
- Mantener la distancia con respecto a los quemadores y las llamas abiertas.
- Asegúrese de que haya una buena ventilación para evitar la inhalación de humos.
- Mantener extintores cerca del lugar de trabajo.
Formar a los operarios en materia de seguridad y manejo de la máquina reduce los accidentes y garantiza un rendimiento constante.
Avances tecnológicos modernos
Las modernas máquinas de señalización vial termoplástica incluyen ahora funciones avanzadas para mejorar la precisión, la velocidad y la seguridad:
- Sistemas de alineación guiados por GPS para un posicionamiento perfecto de las líneas.
- Control automático de la temperatura con sensores digitales.
- Sistemas de accionamiento hidráulico para un funcionamiento más suave y rápido.
- Punteros láser para un trazado exacto de las líneas.
- Quemadores ecológicos para minimizar las emisiones.
Estas innovaciones aumentan la eficiencia y minimizan los errores del operador.
Problemas comunes y solución de problemas
Incluso con tecnología avanzada, los operadores pueden encontrarse con problemas durante el funcionamiento. A continuación se enumeran los problemas más comunes y sus soluciones prácticas.
| Problema | Posible causa | Solución |
| Espesor irregular de la línea | Temperatura o velocidad irregulares | Mantenga una temperatura constante y un ritmo uniforme. |
| Mala adherencia | Superficie húmeda o con polvo | Asegúrese de que la superficie esté completamente limpia y seca antes de marcar. |
| Las perlas de vidrio no se adhieren | Las perlas se han aplicado demasiado tarde o demasiado pronto | Sincronice el tiempo del dispensador de perlas. |
| Termoplástico quemado | Sobrecalentamiento en la caldera | Compruebe los termostatos y reduzca la intensidad del quemador. |
| Bordes rugosos o irregulares | Zapata de marcado dañada | Sustituya o repare la zapata inmediatamente. |
La formación y el mantenimiento minimizan el tiempo de inactividad y garantizan un funcionamiento fluido.
Ventajas medioambientales y de rendimiento
Las marcas termoplásticas ofrecen un rendimiento duradero, sostenible y rentable.
Ventajas principales:
- Larga vida útil: suele durar entre 3 y 5 veces más que la pintura con base de disolvente.
- Secado rápido: Las carreteras se reabren rápidamente, lo que reduce de manera eficaz los retrasos generales del tráfico.
- Reflectividad: Mantiene la visibilidad nocturna durante años.
- Respetuosas con el medio ambiente: utilizan aglutinantes no volátiles con emisiones mínimas de COV.
Estas propiedades convierten a las marcas termoplásticas en el estándar mundial para la señalización vial permanente.
Las máquinas de señalización vial termoplástica son sistemas sofisticados que combinan calor, presión y precisión para crear marcas viales reflectantes y duraderas. Comprender su funcionamiento paso a paso —desde la fusión del material hasta la aplicación de los gránulos y el enfriamiento— ayuda a los operadores a lograr una mayor eficiencia, seguridad y control de calidad.
A medida que se amplían las redes de transporte y aumenta la densidad del tráfico urbano, las máquinas de señalización termoplástica seguirán desempeñando un papel fundamental para garantizar carreteras más seguras, visibles y sostenibles en todo el mundo.


