Choisir le diamètre de vibrateur à tisonnier vibreur beton projet
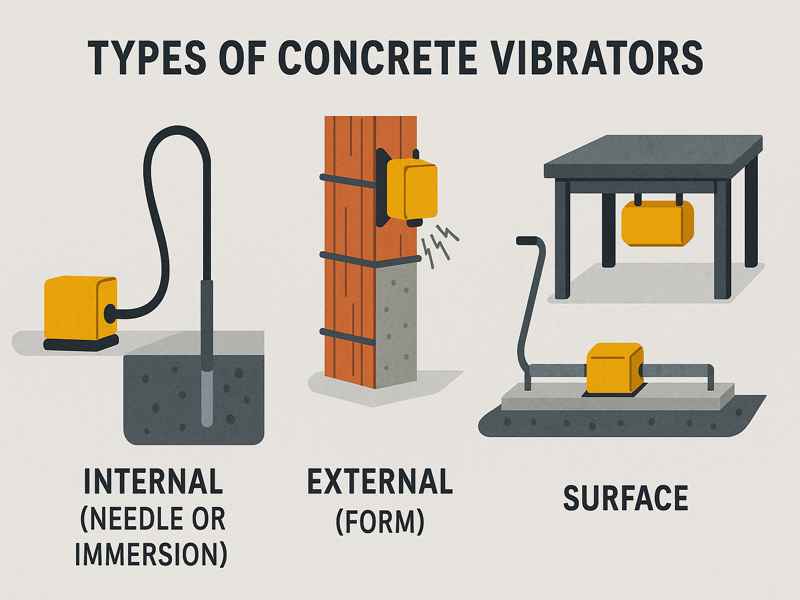
Le choix du diamètre d’aiguille vibrante approprié est essentiel pour garantir un compactage du béton, une résistance structurelle et une qualité de surface optimales. Ce choix a un impact sur l’efficacité, la fatigue de l’opérateur et les résultats globaux du projet. Pourquoi le diamètre est-il important ? Comment adapter la taille du tisonnier aux conditions du projet Influence du rayon et de l’espacement Compromis entre diamètre, poids et puissance Tableaux pratiques et recommandations Exemples d’études de cas Pourquoi le diamètre de l’aiguille vibrante est important Le diamètre d’une aiguille vibrante influence directement : Diamètre d’influence : le rayon dans lequel le béton est fluidifié ; Profondeur de vibration : la profondeur à laquelle la vibration pénètre efficacement dans la dalle ; Effort de l’opérateur : les aiguilles plus lourdes et de plus grand diamètre nécessitent plus de puissance et peuvent fatiguer l’opérateur ; Efficacité du travail : un diamètre plus grand signifie moins de points d’insertion, ce qui accélère le compactage. La pratique commerciale suggère que le diamètre d’influence est d’environ 10 × le diamètre de l’aiguille vibrante. Certaines normes préconisent un rayon de 4 × le diamètre. En général, l’espacement est choisi entre 1,0 et 1,5 × le rayon. Diamètres courants et utilisations typiques Différents diamètres sont disponibles : 25 mm, 35 mm, 40 mm, 60 mm, 75 mm, 90 mm. 25–35 mm : Dalles de toiture, murs minces, petites zones – espaces restreints, armatures légères. 35–40 mm : Dalles générales, poutres moyennes, poteaux légers. 40–60 mm : Poutres standard, dalles, zones d’armatures modérées. 60–90 mm : Semelles larges, coulages massifs, poutres lourdes ou semelles de pieux. Diamètres et spécifications courants disponibles Les fabricants proposent généralement des têtes de perforateur de 25 mm à 60-75 mm. Voici un résumé des options et des caractéristiques produit courantes à titre de référence : Diamètre (mm) Fréquence typique (vpm) Amplitude (mm) Force centrifuge (N) Notes d’application 25 ~12 000–13 000 0,65 ~800 N Coffrages fins, zones à armatures denses 35 ~12 000 ~0,8 ~1 500 N Bétons de consistance moyenne, petites dalles 38–45 ~10 000–12 000 ~1,0–1,3 ~3 000–5 600 N Coulages généraux de béton pour fondations, colonnes 50–60 ~10 000–12 000+ ~1,6 ~5 600–7 000 N Gros volumes, grandes sections, bétons très plastiques 75 (pneumatique) ~16 000 – élevé Pneumatique, plus maniable qu’une tête électrique lourde Rayon d’influence et guidage de l’espacement Le béton autour de la tête du vibrateur est fluidisé dans une zone appelée diamètre d’influence : Règle standard : influence ≈ 10 × diamètre de la tête Règle prudente : influence ≈ 4 × diamètre dans certaines directives Pour assurer une couverture complète, les insertions doivent se chevaucher de manière à ce que l’espacement soit d’environ 1,0 à 1,5 fois le rayon : Par exemple : Tête de 50 mm → rayon d’environ 250 mm → espacement d’environ 250 à 375 mm par insertion. Adaptation du diamètre du tisonnier aux conditions du projet Densité des armatures et largeur du coffrage Armatures denses ou sections étroites → utiliser des diamètres de 25 à 35 mm pour passer entre les barres. Coffrages larges (≥ 500 mm) et armatures plus légères → 50 à 60 mm. Maniabilité du béton (affaissement) et granulométrie Mélanges compacts / gros granulats : éviter les petites têtes de 25 mm, car elles risquent de se boucher. Utiliser au moins 35 mm ou plus. Mélanges fluides à affaissement élevé : les têtes plus grandes (50 mm et plus) sont plus performantes. Profondeur et épaisseur de couche Profondeur de couche recommandée ≤ longueur de la tête, ou ≤ 1,5 fois pour les modèles électriques excentriques. Pour des profondeurs > 300 à 500 mm, couler les couches en chevauchant les vibrations pour assurer une consolidation complète. Fatigue de l’opérateur et source d’énergie Les têtes plus grandes sont plus lourdes et nécessitent plus de puissance. Pour un travail soutenu, privilégiez les systèmes pneumatiques pour les diamètres ≥ 60 mm ou motorisés pour les diamètres 50 mm avec harnais. Les systèmes électriques haute fréquence peuvent être lourds pour les diamètres plus importants ; pensez à l’endurance de l’opérateur. Diamètre de tisonnier recommandé par scénario Type de projet / Conditions Affaissement typique du béton (mm) Densité d’armature Épaisseur (mm) Diamètre d’aiguille recommandé Mur mince / moules préfabriqués Faible (50–75) Haute <300 25 mm Colonnes ou murs à armature dense Moyen (75–100) Très haute 300–500 25–35 mm Petites semelles, dalles, planchers Moyen (75–125) Modérée 350–500 35–38 mm Grande dalle, fondation, béton de masse Moyen-élevé (100–150) Faible à modérée 400–600 45–50 mm Bétons très plastiques, gros granulats, grands volumes Élevé (>150) Faible >500 (par couches) 50–60 mm Coulages structurels importants, grands coffrages, armatures espacées Variable Faible >500 (par couches) 60–75 mm (pneumatique) Exemple pratique : semelle vs colonne vs dalle Exemple A : Poteau avec armature dense Dimensions : largeur 400 mm Béton : mélange compact, faible affaissement (environ 75 mm), petits granulats de 20 à 25 mm Choix : tête de battage de 25 mm permettant l’insertion entre les barres, évitant ainsi les bavures et les blocages. Insérer tous les 200 mm environ, maintenir 10 à 15 secondes. Exemple B : Dalle/semelle moyenne Dalle : épaisseur 500 mm, affaissement modéré (~100 mm), granulat moyen Choix : tête de vibrateur de 38 mm. Rayon d’influence d’environ 380 mm ; espacement d’environ 350 mm. Profondeur acceptable si la tête est d’environ 400 mm. Exemple C : Dalle d’autoroute Couler : 600 mm de profondeur, béton à affaissement élevé (> 150 mm), granulats grossiers Choix : Tête de forage de 50 ou 60 mm pour un rayon d’influence d’environ 500 à 600 mm. Utiliser une unité motorisée ou pneumatique. Insérer dans la grille avec un espacement de 400 à 600 mm. Compromis : Diamètre vs Puissance, Poids, Vitesse Un diamètre plus grand = moins d’insertions → exécution plus rapide du travail. Un poids plus important peut toutefois fatiguer l’opérateur et ralentir sa cadence ; une puissance accrue est nécessaire. Un petit diamètre = plus léger, plus maniable, mieux adapté aux espaces restreints, mais plus de passages et une progression plus lente. Conseils de Vibrotechniques : « Une tête de plus grand diamètre permet de fluidifier davantage de béton par passage… mais si l’opérateur est ralenti par un poids supplémentaire, la productivité en pâtit. Dans certains cas, une tête plus petite permet une production de meilleure qualité.» Bonnes pratiques opérationnelles selon le diamètre choisi Une fois le diamètre sélectionné, une technique