

As marcações rodoviárias garantem a segurança, orientam o fluxo de tráfego e regulam eficazmente a circulação dos veículos. Entre as várias tecnologias utilizadas para a aplicação destas marcações, as máquinas de marcação rodoviária termoplástica destacam-se pela sua durabilidade, refletividade e capacidade de secagem rápida.
Apresentamos uma explicação detalhada e passo a passo sobre o funcionamento destas máquinas — desde a preparação do material até à aplicação —, oferecendo informações úteis para engenheiros, empreiteiros e responsáveis pelo planeamento de infraestruturas.
Compreender a sinalização rodoviária termoplástica
As marcações termoplásticas são compostas por resina sintética, pigmentos, esferas de vidro e enchimentos. Quando aquecido a cerca de 180 °C–200 °C (356 °F–392 °F), o material derrete, assumindo uma forma líquida adequada para a aplicação. Ao arrefecer, forma uma linha duradoura, refletora e resistente ao desgaste.
Estas marcações são utilizadas em áreas de tráfego intenso, tais como autoestradas, cruzamentos, passagens para peões e pistas de aeroportos, onde a longevidade e a visibilidade são essenciais. A máquina de marcação rodoviária termoplástica é o equipamento central neste processo, concebida para aquecer, aplicar e garantir a colocação precisa do material fundido nas superfícies rodoviárias.
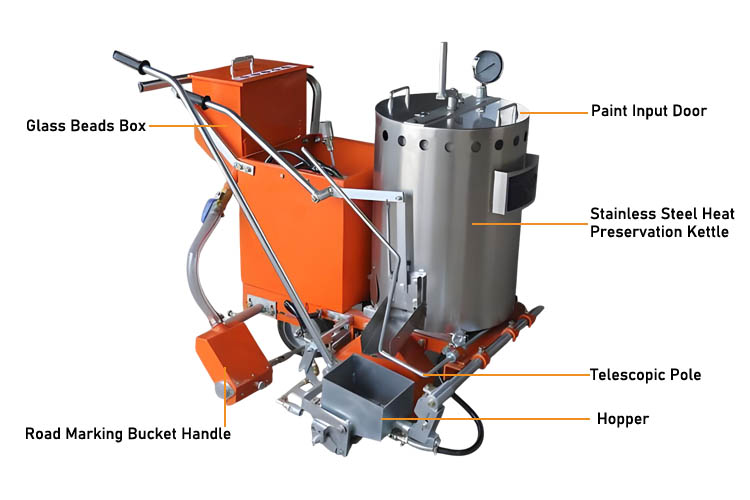
Componentes da máquina de marcação rodoviária termoplástica
Antes de iniciar o processo, é essencial compreender os principais componentes da máquina. Cada componente contribui para uma aplicação precisa, a consistência do material e um funcionamento eficiente.
- Tanque de fusão (pré-aquecedor): Aquece os materiais termoplásticos até um estado líquido antes da aplicação. Normalmente de dupla camada para um isolamento térmico eficaz.
- Queimador a gasóleo ou GPL: Fornece o calor necessário para derreter o composto termoplástico de forma uniforme.
- Aplicador de alisamento / extrusão / pulverização: Controla a forma como o termoplástico fundido é aplicado — através de extrusão, alisamento ou pulverização.
- Dispensador de esferas de vidro: Aplica esferas de vidro refletoras imediatamente após a marcação para melhorar a visibilidade noturna.
- Sistema de controlo termostático: Mantém uma temperatura constante para evitar que o material queime ou fique subaquecido.
- Agitador / Dispositivo de agitação: Mantém o termoplástico fundido uniformemente misturado para evitar a formação de grumos.
- Sapata de marcação ou cabeça de matriz: Define a largura da linha e as bordas de acordo com as especificações de marcação.
- Rodas e sistema de orientação: Asseguram um movimento reto, preciso e estável ao longo do percurso de marcação designado.
Passo 1: Preparação do material
O material termoplástico é normalmente fornecido em blocos sólidos ou na forma granular. Antes de o carregar na máquina de marcação, os operadores devem garantir que o material cumpre as especificações — isento de humidade e detritos.
Procedimento:
- Verificar a formulação — Verificar as proporções de resina, pigmento e esferas de vidro de acordo com as especificações do projeto.
- Carregar no tanque do pré-aquecedor — O pré-aquecedor (ou caldeira de fusão) utiliza um queimador a GPL ou gasóleo para aquecer o material a 180 °C–200 °C.
- Mexa continuamente — O agitador garante uma fusão uniforme e evita queimar o material.
- Monitorizar a temperatura — O sobreaquecimento pode degradar a cor e reduzir a resistência de aderência.
Nota: A fase de pré-aquecimento demora normalmente 40–60 minutos, dependendo do tamanho do lote e da temperatura ambiente.
Passo 2: Preparação da superfície
Uma superfície limpa e seca é fundamental para uma forte adesão. Antes de aplicar as marcações termoplásticas, a superfície da estrada é inspecionada e preparada.
Passos:
- Limpe a superfície utilizando sopradores de ar, escovas ou sistemas de aspiração para remover poeira, óleo e partículas soltas.
- Seque completamente a área, especialmente após a chuva, uma vez que a humidade prejudica a aderência.
- Aplique um primário, se necessário — particularmente em estradas de betão — para melhorar a aderência.
- O primário é geralmente um líquido de secagem rápida aplicado com pincel ou pulverizador 10 a 15 minutos antes da marcação.
Passo 3: Configuração e calibração da máquina
Assim que a estrada e o material estiverem prontos, a máquina de marcação deve ser configurada de acordo com as especificações do projeto.
- Defina a largura e a espessura da linha: ajuste o sapato de marcação ou a cabeça de moldagem para a largura de linha desejada (normalmente 100 mm–150 mm).
- Verifique os controlos de temperatura: Certifique-se de que o material no reservatório e na cabeça de aplicação se encontram ambos dentro do intervalo de temperatura pretendido.
- Calibre o distribuidor de esferas de vidro: defina o caudal de esferas de acordo com os requisitos do projeto — normalmente 200–400 g/m².
- Marcar linhas-guia: Os topógrafos ou operadores marcam linhas de giz ou guias a laser para alinhamento.
A calibração garante espessura uniforme, bordas nítidas e refletividade adequada.
Passo 4: Transferência do material para a máquina de marcação
Após a fusão e homogeneização no pré-aquecedor, o termoplástico fundido é transferido para a tremonha de aplicação mais pequena da máquina de marcação rodoviária. Este passo requer cuidado para manter uma temperatura consistente e evitar o aprisionamento de ar.
Processo de transferência típico:
- O material pré-aquecido é vertido através de um filtro para remover grumos.
- Encha a tremonha até ao nível de material desejado.
- O agitador interno da tremonha continua a agitar o material durante a aplicação.
Controlo de temperatura: O material deve permanecer entre 180 °C e 200 °C na tremonha para garantir um fluxo suave através do sapato de marcação.
Passo 5: Aplicação na estrada
Esta é a etapa operacional principal, na qual o termoplástico fundido é aplicado como marcações. Existem três métodos principais de aplicação, dependendo do tipo de máquina:
| Método de aplicação | Descrição | Vantagens | Utilizações comuns |
| Tipo de betonilha | O material flui por gravidade através de uma sapata metálica, formando uma linha elevada. | Simples, baixa manutenção. | Linhas de faixa, linhas de borda. |
| Tipo de extrusão | O material é forçado a sair por um parafuso ou pistão através de uma matriz. | Espessura consistente, bordas nítidas. | Passadeiras, setas, símbolos. |
| Tipo de pulverização | O material é atomizado e pulverizado sobre a superfície. | Adequado para marcações complexas ou superfícies irregulares. | Marcações curvas ou temporárias. |
Sequência operacional:
- Posicione a máquina no ponto de partida da linha de orientação.
- Comece a libertar o material fundido através do sapato de marcação ou da matriz.
- Avance a máquina de forma constante a cerca de 1–1,5 km/h.
- A marcação é aplicada com precisão de acordo com a largura e espessura predefinidas (normalmente 1,5–3 mm).
O operador da máquina de marcação deve manter uma velocidade constante e o alinhamento da linha para obter um revestimento uniforme e uma espessura homogénea.
Passo 6: Aplicação de esferas de vidro
Imediatamente após a aplicação do termoplástico fundido, as esferas de vidro são pulverizadas sobre a superfície utilizando um dispensador de esferas integrado na máquina de marcação.
Finalidade das esferas de vidro:
- Retrorrefletividade: As esferas refletem os faróis à noite para uma maior visibilidade.
- Durabilidade: As esferas incorporadas protegem a marcação do desgaste.
- Segurança: Garante a visibilidade em condições de chuva e escuridão.
Parâmetros-chave:
- Tamanho das esferas: Normalmente varia entre 100 e 600 mícrons.
- Taxa de aplicação: 200–400 g/m², dependendo das especificações.
- Tempo: As esferas devem ser depositadas no prazo de 1 segundo após a aplicação, enquanto o termoplástico ainda se encontra fundido.
Se as esferas forem adicionadas demasiado cedo, afundam-se; se forem adicionadas demasiado tarde, não ficam incorporadas. A sincronização adequada entre a marcação e a aplicação das esferas garante um desempenho ideal.
Passo 7: Arrefecimento e endurecimento
Após a aplicação, a linha de termoplástico começa a arrefecer e a solidificar no prazo de 2 a 5 minutos. A taxa de arrefecimento depende da temperatura ambiente, da humidade e da espessura da camada.
Métodos de arrefecimento:
- Arrefecimento natural: Adequado para estradas de pequena escala ou com pouco tráfego.
- Arrefecimento por ar forçado: Algumas máquinas utilizam ventiladores incorporados para acelerar a secagem em estradas de tráfego intenso.
Uma vez arrefecido, o termoplástico endurece, formando um revestimento resistente e refletor que adere firmemente à superfície da estrada. Normalmente, os veículos podem circular sobre ele após 5 a 10 minutos.
Passo 8: Inspeção de qualidade
O controlo de qualidade garante que as marcações cumprem as normas exigidas em termos de dimensões, refletividade e aderência.
As verificações comuns incluem:
- Largura e espessura da linha: Medidas utilizando calibres ou gabaritos.
- Retrorrefletividade: Testada com retrorrefletómetros para medir a luminância (mcd/m²/lux).
- Resistência de aderência: garantida por testes de aderência entre a marcação e o pavimento.
- Cor e brilho: Confirmados visualmente ou por espectrofotómetro.
As áreas com defeitos ou irregularidades são reaquecidas e corrigidas manualmente com um pequeno aplicador manual.

Manutenção e limpeza
Para manter a eficiência e a longevidade da máquina de marcação:
- Limpe o funil e as sapatas diariamente após a utilização para evitar a acumulação de resíduos.
- Lubrifique regularmente as peças móveis.
- Inspecione os queimadores, termostatos e mangueiras para garantir um aquecimento consistente.
- Substitua imediatamente as sapatas ou matrizes danificadas para evitar linhas irregulares.
A manutenção regular prolonga a vida útil da máquina e garante marcações rodoviárias duradouras e de alta qualidade.
Considerações de segurança
A marcação rodoviária termoplástica envolve altas temperaturas, exigindo que os operadores sigam protocolos de segurança rigorosos.
Medidas de segurança essenciais:
- Use luvas, botas e óculos de proteção resistentes ao calor.
- Evite encher excessivamente o pré-aquecedor para evitar transbordamentos.
- Mantenha-se afastado de queimadores e chamas abertas.
- Assegure uma boa ventilação para evitar a inalação de fumos.
- Mantenha extintores de incêndio perto do local de trabalho.
A formação dos operadores em matéria de segurança e manuseamento da máquina reduz os acidentes e garante um desempenho consistente.
Avanços tecnológicos modernos
As modernas máquinas de marcação rodoviária termoplástica incluem agora funcionalidades avançadas para melhorar a precisão, a velocidade e a segurança:
- Sistemas de alinhamento guiados por GPS para um posicionamento perfeito das linhas.
- Controlo automático da temperatura com sensores digitais.
- Sistemas de acionamento hidráulico para um funcionamento mais suave e rápido.
- Ponteiros de orientação a laser para um traçado exato das linhas.
- Queimadores ecológicos para minimizar as emissões.
Estas inovações aumentam a eficiência e minimizam os erros do operador.
Problemas comuns e resolução de problemas
Mesmo com tecnologia avançada, os operadores podem deparar-se com problemas durante o funcionamento. Abaixo encontram-se problemas comuns e soluções práticas.
| Problema | Possível causa | Solução |
| Espessura irregular da linha | Temperatura ou velocidade inconsistentes | Mantenha uma temperatura constante e um ritmo constante. |
| Má aderência | Superfície molhada ou empoeirada | Certifique-se de que a superfície está completamente limpa e seca antes de marcar. |
| Esferas de vidro não aderem | Esferas aplicadas demasiado tarde ou demasiado cedo | Sincronize o tempo do dispensador de esferas. |
| Termoplástico queimado | Sobreaquecimento na caldeira | Verifique os termostatos e reduza a intensidade do queimador. |
| Bordas ásperas ou irregulares | Sapata de marcação danificada | Substitua ou repare o sapato imediatamente. |
A formação e a manutenção minimizam o tempo de inatividade e garantem um funcionamento suave.
Benefícios ambientais e de desempenho
As marcações termoplásticas proporcionam um desempenho duradouro, sustentável e económico.
Principais benefícios:
- Longa vida útil: Normalmente dura 3 a 5 vezes mais do que a tinta à base de solvente.
- Secagem rápida: As estradas reabrem rapidamente, reduzindo de forma eficiente os atrasos globais no tráfego.
- Refletividade: Mantém a visibilidade noturna durante anos.
- Ecológicas: Utilizam ligantes não voláteis com emissões mínimas de COV.
Estas propriedades tornam as marcações termoplásticas o padrão global para a delimitação permanente de estradas.
As máquinas de marcação rodoviária termoplástica são sistemas sofisticados que combinam calor, pressão e precisão para produzir marcações rodoviárias refletoras e duradouras. Compreender o seu funcionamento passo a passo — desde a fusão do material até à aplicação do cordão e ao arrefecimento — ajuda os operadores a alcançar maior eficiência, segurança e controlo de qualidade.
À medida que as redes de transportes se expandem e a densidade do tráfego urbano aumenta, as máquinas de marcação termoplástica continuarão a desempenhar um papel vital na garantia de estradas mais seguras, mais visíveis e mais sustentáveis em todo o mundo.


